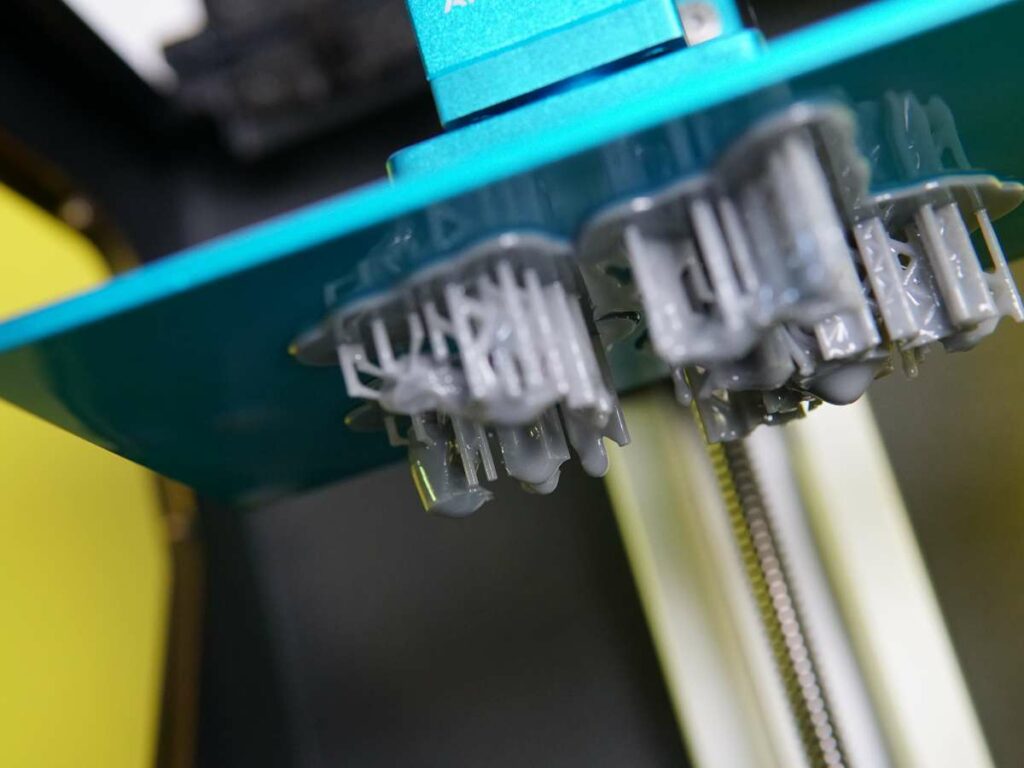
Slechte bedhechting is een algemeen probleem voor alle 3D prints, maar het kan bijzonder lastig zijn om te voorkomen dat harsprints van het printbed afbladderen omdat het ondersteboven ligt. Toch is er een goede manier om het te doen, en als u enkele eenvoudige stappen neemt om de hechting te verbeteren, print u in een mum van tijd als een pro.
Om te voorkomen dat harsafdrukken van de bouwplaat afbladderen, kunt u de plaat waterpas zetten. Andere oplossingen zijn de bouwplaat schuren om de textuur te verbeteren, de spanning van de FEP-plaat aanpassen, de liftsnelheid verlagen en de belichtingstijd verlengen.
Dit artikel beschrijft enkele van de eenvoudigste en meest effectieve strategieën die u kunt toepassen om te voorkomen dat uw harsafdrukken van de bouwplaat afbladderen. Laten we meteen beginnen.
De bouwplaat waterpas zetten
Een van de meest voorkomende redenen waarom harsafdrukken van de plaat afbladderen is een ongelijk oppervlak.
Als de bouwplaat overhelt naar beide kanten of kromme plekken heeft, is de kans groot dat de onderkant van de print afbladdert tijdens het printproces.
Een FDM 3D printer waterpas zetten kost slechts een eenvoudige kalibratiecyclus, maar het waterpas zetten van een printoppervlak voor een hars 3D printer is wat lastiger.
Volg deze eenvoudige stappen om het printoppervlak van uw hars 3D printer waterpas te krijgen:
- Houd een metalen liniaal tegen de plaat.
- Schijn met een zaklamp van achter de rechte rand om te zoeken naar dips en hobbels, de plekken waar het licht doorheen schijnt.
- Maak het afdrukoppervlak schoon met isopropylalcohol en een pluisvrije doek.
- Houd een stuk schuurpapier met een gemiddelde korrel plat tegen de schone bouwplaat.
- Druk de bouwplaat zo gelijkmatig mogelijk op het schuurpapier met iets vlaks als een boek als steun.
- Schuif het schuurpapier van je af, waarbij het over de bouwplaat schuurt.
- Til de bouwplaat op, breng hem terug en herhaal het proces nog vier keer.
- De hoge punten zullen krassen vertonen, en de lage punten zullen onaangeroerd blijven.
- Draai de bouwplaat in elke richting en herhaal dit tot het hele bed krassen vertoont van het schuurpapier.
Bekijk de onderstaande video voor meer informatie over hoe je de bouwplaat op deze manier vlak maakt.
De bouwplaat schuren
Hars 3D prints kunnen ook niet aan het printoppervlak hechten door de textuur van de bouwplaat. Hoewel de plaat vlak moet zijn voor een succesvolle 3D print, zal de hars niet in staat zijn de plaat vast te houden als het oppervlak te glad is.
U moet uw bouwplaat dus een beetje ruwer maken om ervoor te zorgen dat uw prints blijven plakken.
Om dit probleem op te lossen, moet u wat textuur toevoegen aan de bouwplaat met schuurpapier. Als je je plaat al geëgaliseerd hebt met bovenstaande stappen, heb je al textuur toegevoegd.
Echter, als je de plaat niet geëgaliseerd hebt, hier is hoe je hem kunt opruwen:
- Pak een stuk schuurpapier met korrel 80.
- Schuif de bouwplaat diagonaal over dit schuurpapier om diepe krassen te maken.
- Polijst je bouwplaat met een ander vel schuurpapier met korrel 120 om alle oneffenheden te verwijderen die je bed ongelijk maken.
- Maak de bouwplaat schoon om stofresten van het schuurproces te verwijderen.
FEP spanning aanpassen
De spanning van de FEP-plaat beïnvloedt ook hoe goed de harsafdruk aan het printoppervlak hecht. Een te losse plaat vergroot de kans dat de afdrukken niet op de bouwplaat blijven kleven. Ook een te strakke plaat heeft een negatieve invloed op de levensduur van de FEP-plaat.
Onthoud dat het afpellen plaatsvindt wanneer de printer het uitgeharde deel van het scherm trekt. Hier wordt de uitgeharde hars van de FEP-plaat verwijderd.
Om de spanning van de plaat aan te passen, hoeft u alleen maar de schroeven op het vat aan te draaien.
U kunt een gitaarstemapparaat of een drumstel gebruiken om de frequentie van de FEP-plaat te controleren. Alles onder de 300 Hertz betekent dat de FEP-spanning te los is. De sweet spot moet ergens tussen 325 Hz en 450 Hz liggen.
Bekijk de onderstaande video voor meer informatie over het afstellen van de vellenspanning:
Verlaag de hefsnelheid
Als de hefsnelheid te hoog is, hebben uw afdrukken mogelijk niet genoeg tijd om volledig uit te harden voor de hef, waardoor er klonters mislukken die in het vat drijven. Hoewel lage hefsnelheden de totale printtijd verlengen, hebben ze een positieve invloed op de printkwaliteit.
De ideale printsnelheid ligt tussen 60 en 150 mm per minuut. Als u problemen ondervindt met de hechting op de bouwplaat, probeer dan de hefsnelheid aan te passen en te verlagen voor een goede balans tussen printtijd en kwaliteit.
Belichtingstijd voor de lagen van de print verhogen
Peeling kan ook het gevolg zijn van een probleem met het printproces na de eerste lagen, wat resulteert in verschillende problemen, zoals scheiding.
De verklaring hiervoor is relatief eenvoudig. Voor een goede hechting van de fotogevoelige hars op de bouwplaat moet de hechting van de hars op de bouwplaat sterker zijn dan de hechting op de FEP-plaat.
Daarom is het controleren van de belichtingsinstellingen cruciaal, vooral als de afdrukken blijven afbladderen, zelfs na het nivelleren van het printbed.
Let goed op de belichtingsinstellingen voor de eerste lagen. Als de lagen afbladderen, verhoog dan de belichtingstijd. Aan de andere kant, als de lagen te veel plakken, moet u de belichtingstijd voor de lagen verminderen.
De ideale belichtingsinstellingen zijn afhankelijk van de eigenschappen van de hars en het merk en model van de printer. Raadpleeg bij twijfel de website van de fabrikant of neem contact op met hun ondersteuningspagina voor meer informatie over de ideale belichtingsinstellingen.
Conclusie
Kortom, problemen met hars die niet hecht of loslaat van de bouwplaat komen vaak voor bij het gebruik van lichtgevoelige hars bij 3D printen. Deze problemen zijn echter eenvoudig op te lossen door een paar aanpassingen aan de bouwplaat en de belichtingstijd van de eerste laag.
- Geschreven door:
- Ben
- Laatst bijgewerkt:
- 21/05/2023
Over Ben
I started 3D printing since 2013 and have learned a lot since then. Because of this I want to share my knowledge of what I have learned in the past years with the community. Currently I own 2 Bambulab X1 Carbon, Prusa SL1S and a Prusa MK3S+. Hope you learn something from my blog after my years of experience in 3D printing.