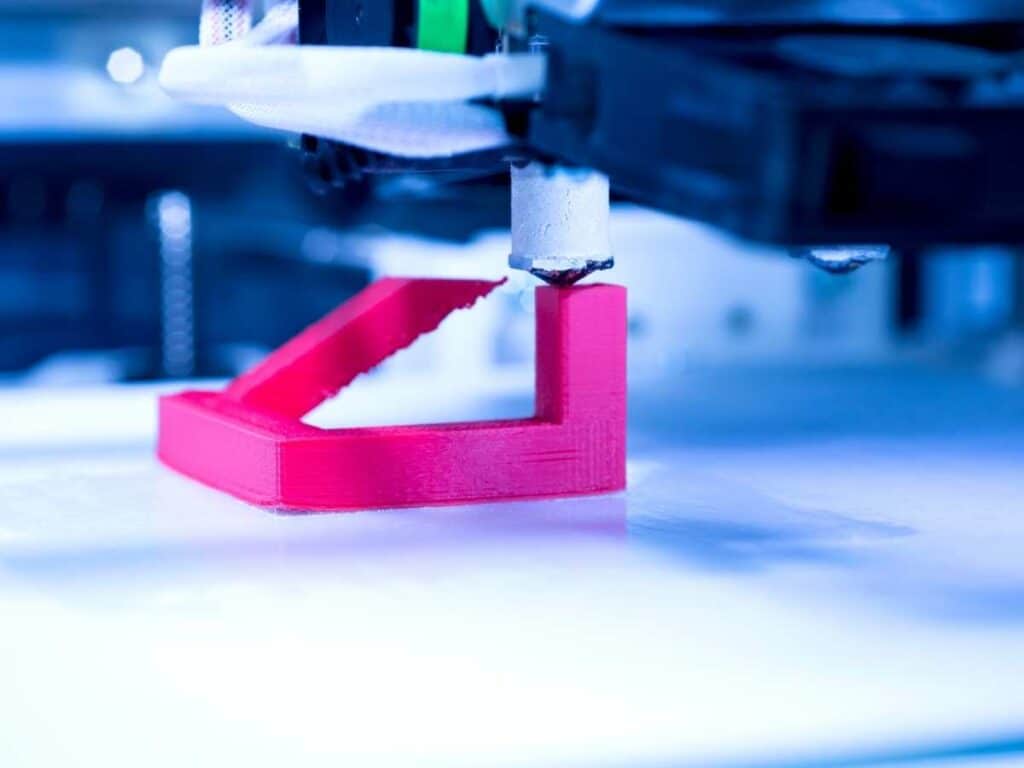
If you have worked with 3D printers before and are used to printing with TPU overhangs, it’s possible that at some point, you might have encountered a common problem: the finished result has curling edges and other flaws. So what can you do to avoid this problem?
Here’s what you can do to stop TPU overhangs from curling:
- Lower the temperature of the nozzle.
- Decrease the printing speed.
- Dry the filament.
- Adjust the thickness of the layers.
- More cooling.
- Change slicer settings.
In this article, I’ll explain how you can efficiently use these tips to avoid flawed overhangs when 3D printing objects.
1. Lower the Temperature of the Nozzle
Temperature is crucial when printing the perfect 3D overhangs. It can’t be too low because there’s a chance the layers won’t bond well with one another. On the other hand, if your temperature is too high, it will cause the edges to start hanging at the extremities. The hotter the material is the more chances for flaws in the finished product.
The general advice is to keep the temperature as low as possible without compromising structural integrity. This means that the layers should still be able to bond nicely. By lowering the temperature, the material will solidify more quickly, and there’s less chance of curling edges.
Choosing the right temperature can be pretty tricky because different filaments and materials require different temperatures to produce flawless results. Even using the same materials from two different brands will require two different ideal temperatures. To help with setting the temperature, you can use a Temperature Tower.
2. Decrease the Printing Speed
You can adjust the print speed to avoid curling overhangs. There are differing opinions on whether decreasing or increasing the print speed would result in a better print, so I recommend experimenting with different settings to see what works for you.
That said, in most cases, a decrease in the print speed would be advised. Just like lowering the temperature, slowing down printing gives the material more time to cool, allowing you to avoid curling on the sides.
However, you need to be careful not to slow the printing process too much. This can cause the nozzle to overheat, which could have the opposite effect of what you want. This is why, in some cases, speeding up the print can be more beneficial. If you increase the speed, the material can extend and stretch out more, creating the necessary tension to help the object maintain its shape.
During this process, you should keep an eye on the cooling options because it can cause more harm than good if you can’t cool your printer quickly enough. So no matter your approach, care and supervision is strongly advised.
3. Dry the Filament
The majority of FDM filaments are hygroscopic, which means they’re likely to absorb moisture. Moisture can cause significant damage to filaments, which can cause problems in your print, including curling and drooping in overhangs.
Luckily, there are some ways of avoiding this problem. You will first have to keep an eye on your filaments. If you notice an issue with damp or wet filament, you will need to dry it out to ensure a successful print.
To get the filament to dry, you can use a filament dryer, an oven, or a food dehydrator. However, the best way to deal with the problem is to avoid it entirely and store your filaments properly.
4. Adjust the Thickness of the Layers
The thickness of the layers can make a significant difference in the finished product. You might want to experiment with different thicknesses yourself and compare results, but here’s what you need to know before doing so.
Thinner layers mean a better, cleaner slope or overhang than thicker layers. When you use thin layers, you’re essentially using more units for the same distance, which means there’s less void space. Therefore, you get a cleaner and more detailed shape, reducing the risk of curling or sloping.
On the other hand, thicker layers create more surface contact. They’re thick and rigid, and this makes them resist curling better. The weight of one thick layer presses on the previous one and keeps the overhang from curling upwards. However, you’ll need to give thick layers more time to cool.
5. More Cooling
Speaking of cooling, it can also be an essential factor in avoiding flawed designs in overhangs. As with most of the processes I’ve mentioned above, the key is exploring several options and finding the ideal balance.
In general, a faster or more powerful fan will make a positive difference. A good fan would cool the material quicker, and as the material cools, it has fewer opportunities to curl or droop. The more powerful the fan, the less likely it is for an overhang to be distorted or misshaped.
It should be mentioned that not all filaments need the same amount of cooling. Some filaments need the fan to be cranked up to 100%. However, you need to set the fan at around 50% with others if you want to avoid cracks in the final object. These cracks form when the object cools too fast because the fan is set too high and shrinks.
The positioning of the fan can also make a difference. The fan’s airflow should be in direct contact with the object. Try to experiment with rotating and positioning the fan in different ways to find the perfect position that will result in cleaner overhangs.
6. Change Slicer Settings
One option to avoid curled overhangs is to adjust the settings of the slicer, which is the software used to print the object. There are several settings you can explore, including:
- Increase the internal density: A greater density will make the overhang more stable and less likely to curl. To increase the thickness, you should adjust the settings to use more infill for the overhang, print a larger number of outer layers, or change the infill pattern.
- Create a supporting structure: You can design a supporting system directly under the object. They provide support and make sure that no curling happens. When creating the structure, you need to be careful with measurements and ensure that it isn’t too far away from the overhang.
- Rotate the print object: An alternative to rotating the fan is to turn the object under the fan. You can use the slicer settings to rotate the object so that it can be hit directly by the fan’s airflow and, therefore, cool much quicker.

Key Takeaways
There are many excellent solutions that, if executed properly, can ensure you never have to deal with curled TPU overhangs again. These solutions include:
- Lowering the printing’s temperature and speed
- Drying the filament
- Written by:
- Ben
- Last updated:
- 11/17/2023
About Ben
I started 3D printing since 2013 and have learned a lot since then. Because of this I want to share my knowledge of what I have learned in the past years with the community. Currently I own 2 Bambulab X1 Carbon, Prusa SL1S and a Prusa MK3S+. Hope you learn something from my blog after my years of experience in 3D printing.